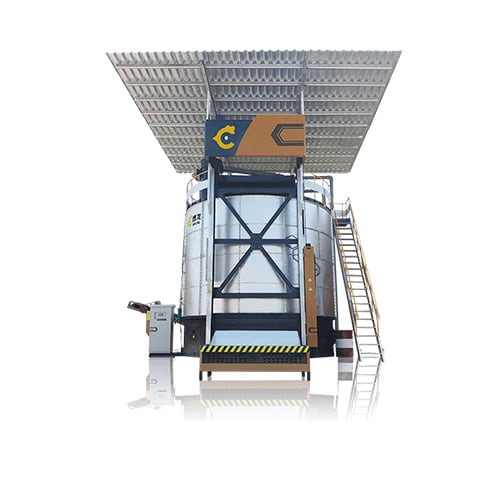
Large scale livestock farms have long moved beyond the era of “extensive composting.” Customized chicken manure composting systems, particularly enclosed fermentation tanks, have become the core equipment for achieving resource recovery and compliant waste treatment.
However, numerous cases demonstrate that blind selection leads to low fermentation efficiency and persistently high long-term operational costs. This article breaks down the three key factors for selecting a customized chicken manure composting system. By highlighting the technical advantages of the Bolong chicken manure composting system, it provides practical selection solutions for farms.

The three primary metrics used to assess livestock manure composting equipment are the fermentation cycle, the rate at which organic matter degrades, and the organic content of the final product. These have a direct impact on the value of the final organic fertilizer and the effectiveness of waste treatment. These metrics are especially important in determining resource utilization rates for the processing of chicken manure.
Conventional open-air composting or basic trench-style equipment is very weather-sensitive; fermentation cycles typically take 45–60 days, and only 50%–60% organic matter degradation rates are achieved.
Although conventional mixing systems have low initial procurement costs and straightforward structures, they have serious drawbacks:
One such drawback is limited mixing depth. Although they can process low-moisture materials such as chicken manure, they frequently cause clumping of the material and dead zones in the mix, resulting in partial fermentation in specific areas.
Rapid mechanical wear. They cannot handle large-scale operational demands and are only appropriate for small-batch processing of chicken manure due to the high maintenance costs in later stages.

Deep mixing without dead zones: The mixing paddles allow all tank contents to be fully inverted horizontally, guaranteeing uniform blending even for high-moisture chicken manure and avoiding odor from partial localized fermentation.
Energy-efficient operation: Hydraulic drives use 20%–30% less energy than conventional systems, and their steady power output makes them ideal for large-scale chicken manure composting facilities that operate continuously around the clock.
Outstanding durability: Designed for high-intensity operations in large-scale poultry farms and built with wear-resistant materials, it reduces equipment failure rates by 60% to guarantee continuous system performance.
As China’s exports of livestock equipment grow annually, compliance standards in overseas markets such as Malaysia and Spain have become a critical consideration when selecting customised chicken manure composting systems.
Environmental standards and product certification requirements vary significantly from country to country. Equipment that fails to meet these standards risks delays in customs clearance or even being banned outright, particularly in the case of chicken manure composting systems, due to stringent odour emission regulations.
Malaysia’s core requirements for chicken manure composting systems focus on odour control and harmless treatment standards:
Odour emissions must comply with Malaysia’s Environmental Quality Act, with ammonia concentration limits of ≤5 ppm.
Treated manure must also meet the following harmless standards: ≥95% nematode egg mortality and ≤100 coliform bacteria per gram.

For large-scale farms, such chicken manure composting systems are not a one-time purchase, but rather a permanent part of the operational infrastructure.
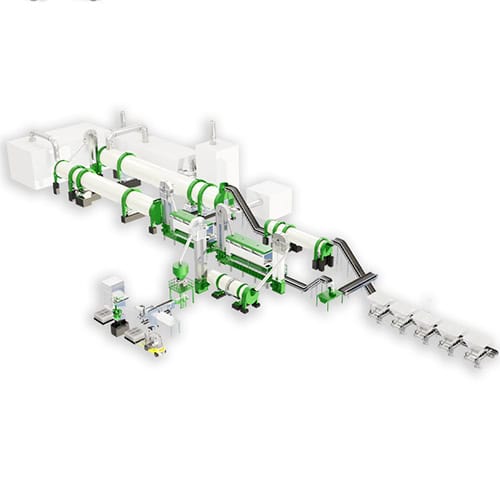
The Bolong chicken manure composting system provides a customised solution centred on the utilisation of livestock manure as a resource. When transitioning from ‘capable of processing’ to ‘stable operation and continuous output’, selecting the right system is often more important than just comparing prices.
If you are facing challenges in treating chicken manure or other livestock waste, contact Bolong today to obtain your customised solution!