With the rapid growth of the livestock industry, the global annual production of livestock and poultry manure has exceeded 3.8 billion tons. This manure is not only a significant source of environmental pollution but also a highly promising renewable resource. How to efficiently and ecologically process poultry manure has become a critical issue for sustainable agricultural development worldwide. Through scientific fermentation technology and modern equipment–organic fertilizer fermentation tanks–the value of poultry manure is being redefined.
As poultry farming scales up, manure discharge continues to rise. Untreated poultry manure causes severe environmental pollution, including soil compaction, water eutrophication, and odor dispersion. However, from a resource perspective, this manure is rich in nitrogen, phosphorus, potassium, and organic matter–all of which can be converted into high-efficiency organic fertilizer through proper fermentation processes.
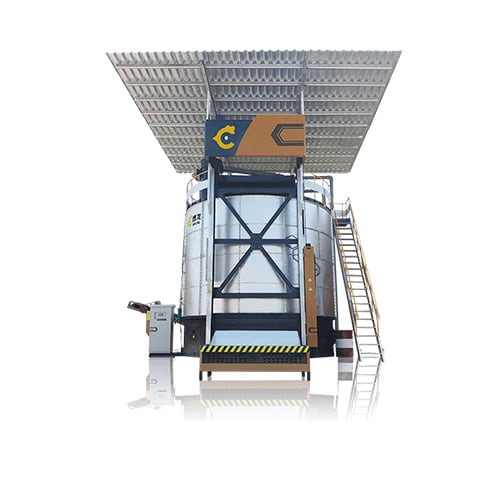
The application of organic fertilizer fermentation tanks makes this conversion process more scientific and efficient. Through automated fermentation control systems, these tanks achieve high-temperature aerobic decomposition of manure within a sealed environment. This not only ensures harmless treatment of the waste but also significantly enhances resource utilization rates. As a result, livestock manure transforms from an “environmental burden” into an “agricultural nutrient treasure.”
The core of poultry manure fertilization lies in “fermentation.” While traditional composting achieves partial decomposition, it suffers from low efficiency, lengthy cycles, and strong odors. Using organic fertilizer fermentation tanks makes the entire process more standardized and controllable.
First, collect fresh poultry manure, ensuring it comes from healthy sources with minimal impurities. Before fermentation, adjust the manure’s moisture content to 50%–60%. Add appropriate amounts of rice straw, crop stalks, or sawdust to regulate the carbon-to-nitrogen ratio and promote fermentation. Next, load the raw materials into the organic fertilizer fermentation tank. An intelligent temperature control system maintains a high-temperature phase of 50°C–70°C, thoroughly eliminating harmful bacteria and parasite eggs.
Throughout this process, the tank’s automated ventilation system precisely supplies oxygen to sustain microbial decomposition activity. After continuous fermentation lasting several days to weeks, the raw materials gradually transform into dark brown, odorless, nutrient-rich matured organic fertilizer. This product can be directly applied to crops for fertilization and soil structure improvement.
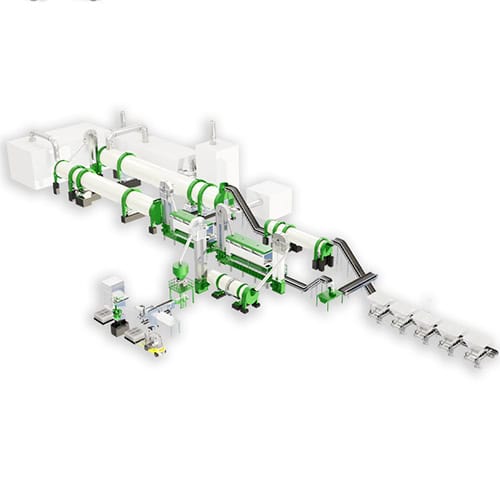
Traditional open-air composting suffers from long cycles, strong odors, significant pollution, and cumbersome manual operations. Modern organic fertilizer fermentation tanks, however, automatically complete the entire process in a sealed environment, truly unifying environmental protection, efficiency, and energy conservation.
Energy-efficient and high-performance: Fermentation cycles shortened by over 60%, with significantly enhanced daily processing capacity;
Fully Sealed & Odor-Free: Effectively prevents ammonia leakage and odor nuisance, meeting environmental standards;
Automated Control: Intelligent temperature regulation and mixing systems ensure stable fermentation;
Superior Fertilizer Quality: Produces uniformly structured organic fertilizer with sustained nutrient release;
Extended Service Life: Sturdy equipment design with simplified maintenance.
The organic fertilizer fermentation tank not only resolves environmental issues caused by poultry manure but also helps farms maximize economic benefits, transforming “manure” into a truly renewable green asset.
Among numerous livestock manure treatment solutions, Bolong Organic Fertilizer Fermentation Tanks stand out as the preferred choice for many farms due to their stable performance and intelligent control systems. Equipped with a hydraulic feeding/discharging system and smart electrical control cabinet, the equipment automatically adjusts current based on load for highly efficient, energy-saving operation. Its direct-frequency air supply technology delivers continuous, stable airflow, ensuring a more uniform and thorough fermentation process.
Suitable for processing diverse livestock waste including chicken manure, duck manure, pig manure, and cattle manure, the Bolong Organic Fertilizer Fermentation Tank offers high automation, compact footprint, and reliable operation. Field-proven by users worldwide, it maintains peak performance across climates, helping clients effortlessly pass environmental inspections while achieving long-term profitability.
With over 30 years of expertise in intelligent organic fertilizer fermentation equipment, Bolong delivers comprehensive solutions–from design and installation to after-sales support–tailored to global clients’ manure treatment and fertilizer utilization needs.
Contact the Bolong team today to receive a customized organic fertilizer fermentation tank configuration for your farm, making your operations more eco-friendly, efficient, and profitable.